
新聞動態
NEWS

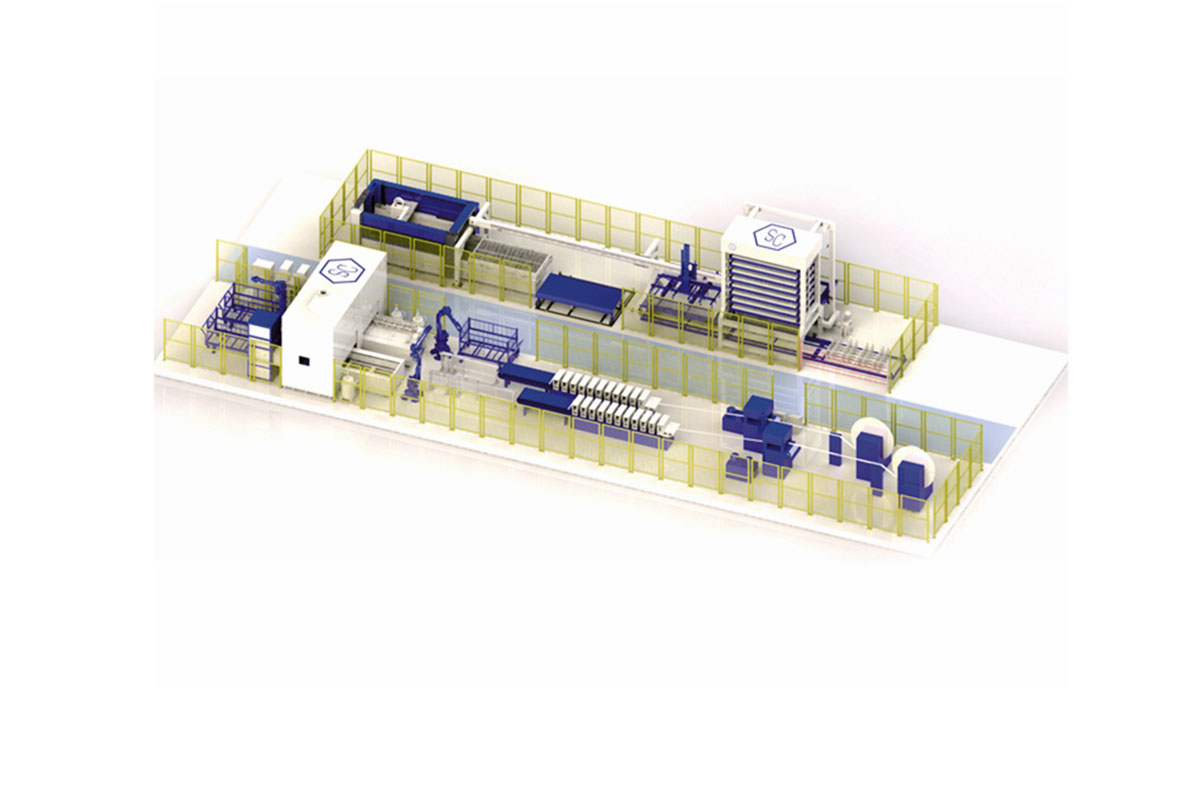
要進行沖、折聯動加工運行時,沖床上下料單元與折彎機器人單元構成全自動運行模式。
上料裝置從立體料庫的上料區取出一張將要加工的板材。定位加工完了后,由延長下料裝置進行下料,搬送至折彎傳送帶上與機器人之間進行自動折彎聯線。
沖床、自動上下料立體料庫、折彎機器人(下料機器人)及折彎機之間進行緊密的通信對接實現無中間環節的全自動的沖、折聯動加工。
不需要與折彎機器人單元之間進行聯動運行或夜間進行沖床單元無人自動加工時,沖床與料庫之間可構成一個獨立自動上下料單元進行運行,
根據人工在沖床上制訂好的加工計劃將所需板材放入立體料庫中將其材料層和成品層設定好。材料層的材料全部加工完之后可作為成品層來堆垛裝載成品。8層的料庫最多可制訂自動循環存放7層成品。
根據客戶需要,折彎機器人單元也可以作為一個獨立單元進行加工運行。如果沖床加工節拍時間與自動折彎節拍時間不相匹配,對其他沖床加工的工件需要自動折彎加工或聯線沖床、料庫發生故障等情況時,可采用此運行模式進行自動折彎加工。
少量需要緊急沖折加工時,可通過操作人員手動將加工板材進行手工上料、定位。
沖床加工完了之后延長下料裝置會將折彎工件自動搬送至折彎傳送帶上→傳送帶自動搬送至機器人吸料定位→與折彎機器人之間實現自動沖、折彎聯動模式。
出現對立體料庫的材料進行緊急加工或大板套料加工后,需要馬上采用人工去微連接分揀等情況時,上料裝置可以自動從立體料庫的材料上料區吸取一張板材進行自動上料定位加工。由工作人員從沖床的左側進行手動下料運行操作。
工作人員一張張手動將加工材料定位上料之后加工開始,加工完了之后由立體料庫的下料裝置進行自動下料,將成品自動堆好垛后可手動出庫或自動放進立體料庫中。此模式適用于網孔板等加工。
立體料庫單元故障或需要加急部品對應時,采用沖床單體手動運行模式。通過人工手動上下料來進行沖床單機加工以滿足客戶生產要求。沖床作為一個獨立單元也可使用。
折彎機器人自動折彎不可對應的工件,加急部品折彎工件等需要加工或折彎機器人發生故障時可采用折彎機單體模式。





