
新聞動(dòng)態(tài)
NEWS

日常鈑金一般都是折彎直角鈑金件,部分是非直角的折彎鈑金件。還有一種是折彎大圓角的鈑金件,即折圓弧的鈑金件。常見的折彎模具都是90度折彎模具,那么圓弧鋼板怎么進(jìn)行鈑金折彎呢?
以板厚2mm,折彎角度120度,折彎外部半徑30,中性層半徑29,圓弧折彎我們算展開取中性層的弧長。所以算折彎刀數(shù)及每刀折彎角度也按中性層弧長算中性層距邊的距離為板厚的一半。
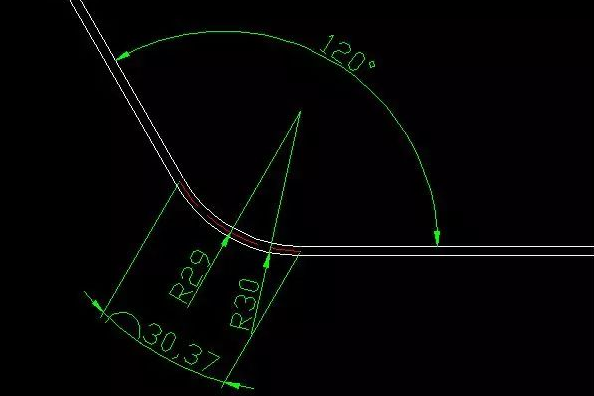
上圖中圓弧折彎要折多少刀,每刀的折彎角度多少?
如果每刀進(jìn)2mm
折彎刀數(shù)=弧長/2mm=30.37/2=15
折彎刀數(shù)15
折彎角度
=180- {(2/弧長)X(180-折彎角度)}=180-{(2/30.37)X60}=176
每刀折彎角度176度
如果折彎操作的時(shí)候沒法量弧長也可以按照下面公式計(jì)算
折彎角度=180-{(2/3.14X中性層半徑)X180}=180-{(2/3.14X29)X180}=176
如果每刀進(jìn)3mm就把上面公式里的2換成3
當(dāng)然上面公式是理論計(jì)算公式,實(shí)際加工中再根據(jù)上面公式計(jì)算出來的結(jié)果調(diào)整。
這個(gè)方法要得益于現(xiàn)代數(shù)控技術(shù)的發(fā)展,現(xiàn)在一般數(shù)控折彎機(jī)都帶有折彎圓弧的功能。用普通的折90度的模具,采用程序控制多次一刀一刀,以小角度完成大圓弧加工。大圓弧的弧長是比較長的,尺寸遠(yuǎn)遠(yuǎn)的超過數(shù)控折彎機(jī)的精度。
數(shù)控折彎機(jī)采用多次定位折彎,完成大圓弧弧長的整體折彎。同樣,數(shù)控折彎機(jī)的角度控制已經(jīng)很準(zhǔn)確了,用多次小角度折彎完成大圓弧角度折彎。說起來,不是很直觀,看看現(xiàn)場折彎就非常明了。
這種方法很好的解決了鈑金大圓弧折彎的問題,但也有缺點(diǎn),根據(jù)原理,折彎大圓弧時(shí),折彎次數(shù)少,會(huì)有明顯的折痕。折彎次數(shù)多,加工效率就會(huì)下降。如果數(shù)控折彎機(jī)的精度不高,折彎角度或折彎尺寸會(huì)有偏差,要求高精度數(shù)控折彎機(jī)。如果,為了加工一些大圓弧的鈑金件,要選擇好的數(shù)控折彎機(jī)。
控折彎機(jī)")
神沖高精度數(shù)控折彎機(jī)
神沖高精度數(shù)控折彎機(jī)可以完成高質(zhì)量的圓弧折彎加工。電腦通過兩套伺服雙向泵系統(tǒng)分別控制Y1、Y2油缸的流量和壓力,分別將油缸上腔的油直接通過油泵打入油缸下腔,實(shí)現(xiàn)上模提升,油泵反轉(zhuǎn)將油缸下腔的油直接打入油缸上腔,實(shí)現(xiàn)鈑材折彎。折彎機(jī)上模左右的同步是兩套伺服雙向泵分別控制。不但精度高、節(jié)能、低噪音,而且更穩(wěn)定可靠、用油量少,利于制造大行程超高速的折彎機(jī)。
推薦閱讀:鈑金折彎自動(dòng)化機(jī)器人替代人工作業(yè)成為必然發(fā)展趨勢





