
新聞動態
NEWS

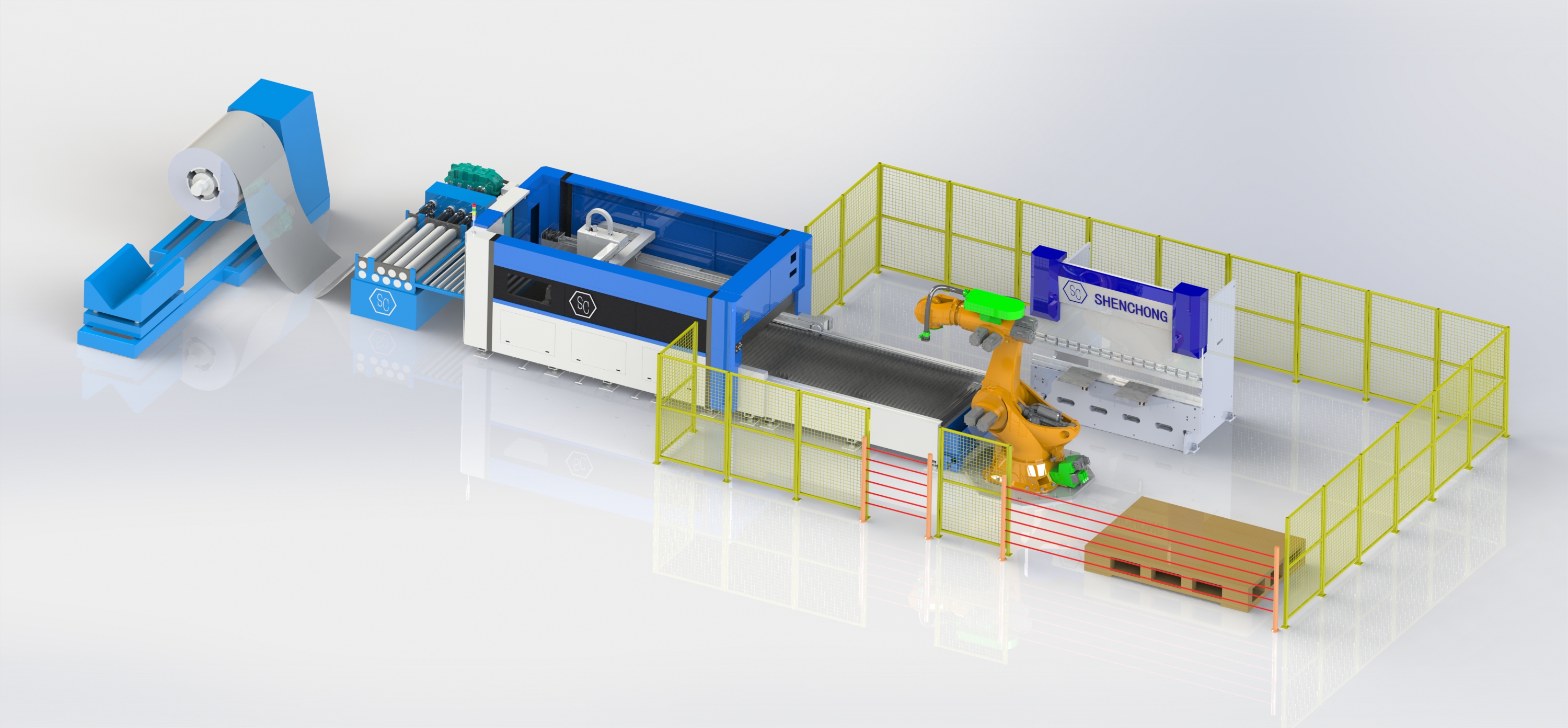
開卷校平激光自動化生產線施工工程,本著自動控制、遠程監管、減員增效、節能減排、環評達標、安全運行目的而進行編制。主要內容有:柔性鈑金生產線,總控管理系統,輔助生產設備。
開卷校平激光自動化生產線加工流程:
適用鋼卷及規格:
輸送平臺把廢料推送到廢料筐
循環自動加工、加工完成后將余料收料,卷料
采用兩輥夾送,十一輥整平結構型式。電機經減速機、齒輪帶動下整平輥工作。上輥滑座可根據不同的板厚進行角度和壓下量的調整。
矯正能力表(以碳鋼板為例,材料屈服強度:368,抗拉強度588)
極小的占地面積非常適合空間有限的客戶群體;緊促占地面積小;
滾動支撐平臺與材料同步移動,更好的支撐板材。
床身采用整體焊接的方式,退火消除內應力后進行加工,其流程為焊接→去應力退火→粗加工→振動時效→精加工,較好地解決了因焊接及加工而產生的應力,從而大大地提高了機床的穩定性,能長時間保持機床的精度
單梁桁架下料帶碼料功能:
行走機構采用單梁桁架式,吸盤設計,實現到激光切割機送料平臺上進行取料,碼料、橫梁和立柱均可以獨立調整水平及鎖定,水平行走,垂直行走采用伺服電機驅動,齒輪齒條傳動。采用吸盤吸取板料,單個吸盤均可前后,左右調節距離,保證準確吸取板料,下料,碼料。吸盤可以采用真空閥控制(選配), 即使在意外斷電和斷氣時板料也不會墜落,保護設備的運行安全性與穩定性。





