
新聞動態(tài)
NEWS

數(shù)控轉塔沖床具有加工產(chǎn)品精度高、運行速度快、模具通用性強的特點,特別適合小批量、多品種產(chǎn)品的加工,因此在如今得到鈑金加工行業(yè)廣泛的認可。在鈑金加工領域,隨著近幾年大扭矩伺服電機及驅動系統(tǒng)的改良與推廣,全電伺服轉塔沖床取得了巨大的進步,并逐步取代了液壓式結構,成為行業(yè)的主流產(chǎn)品。
如果工件出現(xiàn)大的毛刺或者沖壓時產(chǎn)生異常噪聲,可能是模具鈍化了。這個時候就需要檢查沖頭以及下模,當其刃邊磨損產(chǎn)生半徑約0.10mm的圓弧時,就要刃磨了。實踐證明,經(jīng)常進行微量的刃磨,而不是等到非磨不可時再刃磨,不僅會保持良好的工件質量,減小沖裁力,而且可以使模具壽命延長一倍以上。
伺服數(shù)控轉塔沖床模具維護和保養(yǎng):
⑴沖床設備在出廠前設計與加工的模具對中性差。模位孔對中性不好,會使模具在使用過程中發(fā)生碰撞和摩擦,目前國內一線水平的數(shù)控沖床生產(chǎn)廠家的模位對中精度也只能控制在0.02mm,模位對中精度能夠達到0.01mm級別的很少,模具模位的對中性不好直接損害到模具。
⑵模具材料性能差。高速運轉的過程中,材料不好易發(fā)熱不均導致變形。
⑶潤滑。在高速使用過程中,模具長期與模座或者導向孔接觸,模具在上下運動的過程中,機床會發(fā)生一些傾斜振動,模具與模座或者導向孔摩擦損傷模具以及機床。
⑷使用環(huán)境。充滿灰塵的工作環(huán)境會使得模具內部不干凈,會導致模具卡死不回彈,甚至將沖頭崩斷,這是非常危險的。
⑸加工板材偏薄或者偏厚。一般數(shù)控沖床的沖壓厚度為0.8~6mm,如若一直在臨近0.8mm或者6mm的情況下工作,模具精度會受到影響。
⑹超負荷使用,會影響到模具的使用壽命。
⑺加工工序的優(yōu)化不到位。很多用戶在使用數(shù)控沖床時,編寫加工工藝存在問題,使得模具切割面的一半甚至不到一半的切割面接觸到工件,這樣的邊緣加工工藝會直接導致模具崩刀。一般說來普通模具壽命是30萬次左右,進口高速鋼是50萬次左右,影響數(shù)控轉塔沖床模具使用壽命的原因中最直接的就是板料越厚、材料越硬,模具壽命就會越短。
如果數(shù)控沖床沖壓的是大孔徑厚板,就需要精確計算所需要的沖裁力。因此在大工位上沖壓加工比較厚的板料時,需要采用公式⑴:沖壓力(kN)=沖壓孔的周長(L)×材料厚度(T)×0.345×材料因數(shù)(F)×剪切因數(shù)(S)⑴。模具安裝好后,要邊轉動轉塔沖床,邊觀察上下轉塔之間,特別是凹模有沒有高低不平。
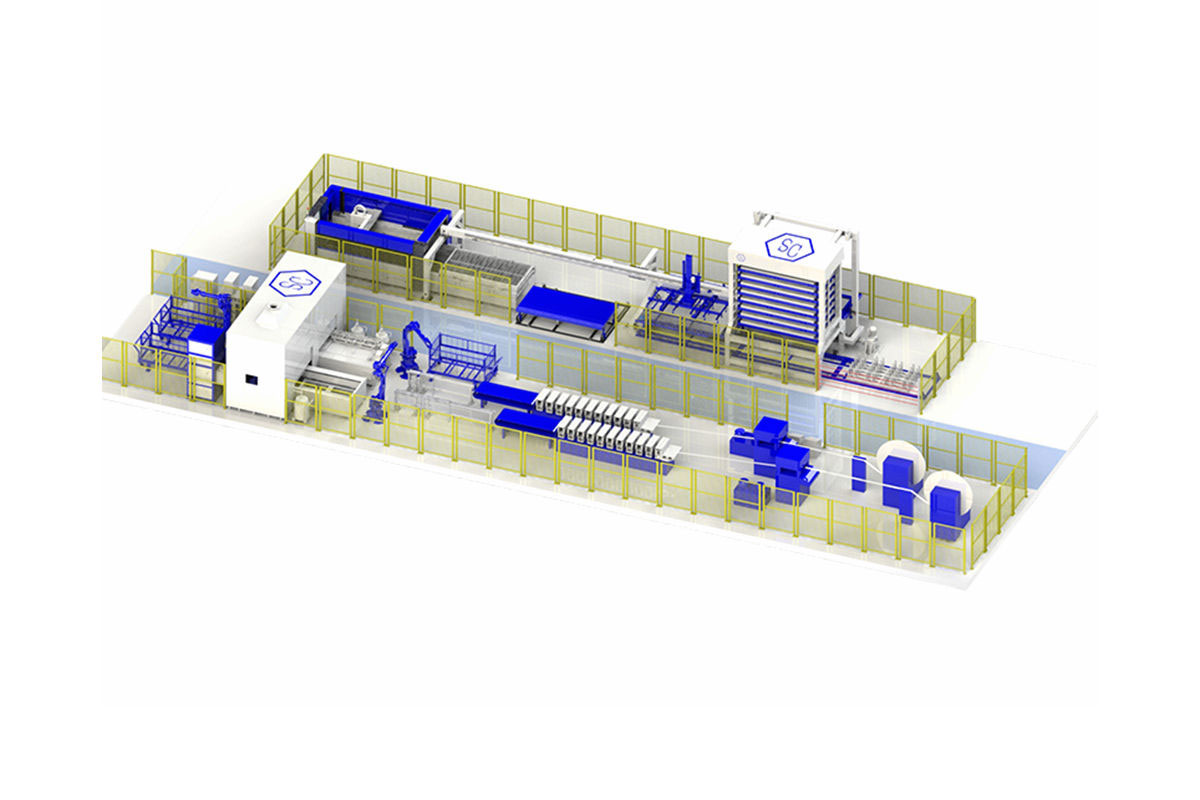
目前,很多單機已經(jīng)滿足不了行業(yè)的需求,自動化在機械行業(yè)里所占的比重日益增多。沖床配有自動上下料生產(chǎn)線,主要包含沖床自動上料裝置,能夠取代人工進行自動上料,以合理的成本為客戶提供自動化沖裁加工解決方案,市場需求量大,符合行業(yè)發(fā)展趨勢。整體采用桁架結構,負載能力強,定位精度高,速度快,尤其適用于大幅面板材的自動上料。





