
新聞動態
NEWS

鈑金的折彎成型就是金屬板料在折彎機上模或下模的壓力下,首先經過彈性變形,然后進入塑性變形。在塑性彎曲的開始階段,板料是自由彎曲的。隨著上模對板料的施壓,板料與下模V型槽內表面逐漸靠緊,同時曲率半徑和彎曲力臂也逐漸變小。繼續加壓直到行程終止,使上下模與板材三點靠緊全接觸,此時完成一個V型彎曲,形成一個折彎。
鈑金折彎常見方式
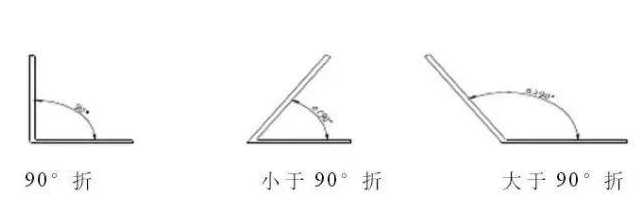
(1)L型折
L折按角度分為90°折,和非90°折,其命名按照成后之內角度而定。90°折彎的變形系數為料厚的0.4倍。
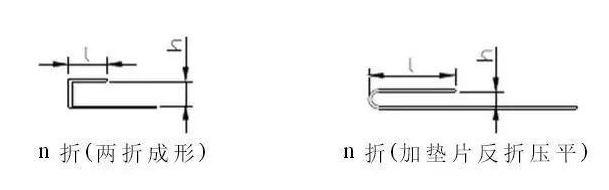
(2)N型折
N折成形時依據l及h尺寸值而采取不同的加工方式,一種是直接分為兩折成型,另一種是加墊片反折壓平,一般情況下,N折中的H為較重要尺寸。
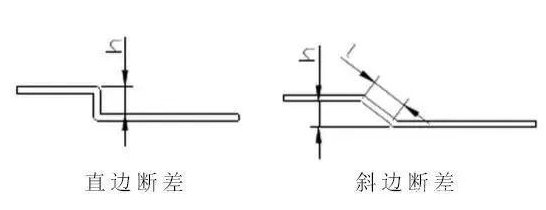
(3)Z型折
Z折又稱為斷差,根據成形角度分為直邊斷差和斜邊斷差,加工方式則依照斷差高度而定, 直邊斷差當斷差高度h小于3。5倍料厚時采用斷差模或易模成形,大于3。5倍料厚時采用正常一正一反兩折完成。 斜邊斷差當斜邊長度l小于3。5倍料厚時采用斷差模或易模成形大于3。5倍料厚時采用正常一正一反兩折完成
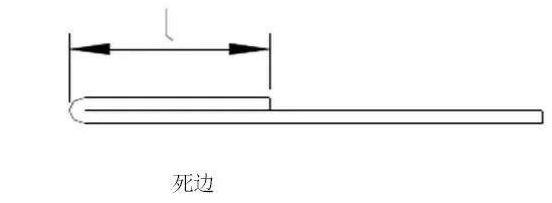
(4)壓死邊
壓死邊又稱反折壓平,其成形加工由兩步完成;先折彎至35度左右,此步為插深,再用壓平模壓出死邊。作業時須注意成形后大面之平行度。
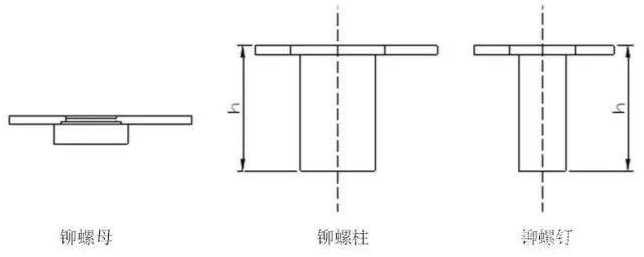
(5)壓鉚釘
利用折床進行壓鉚釘作業一般須治具輔助,以保證鉚釘之垂直度,治具結構類似于鉚釘機下模。
(6)易模成型
小斷差、小卡鉤、彈片、抽橋等采用折床普通模具無法完成或加工過程較為復雜,此時可設計折床易模來完成加工動作。

數控折彎機的種類很多在實際使用中根據具體要求對板材進行折彎!





